Self-healing concrete is normal concrete to which bacteria and nutrients have been added. Cracks in concrete lead to leakage problems in wet environments and, moreover, to corrosion of the embedded steel reinforcement. But not in self-healing concrete. Due to the ingress of water, the bacteria wake up and convert the present nutrients into limestone. As a result, the crack is automatically repaired, stopping the leakage, and protecting the embedded steel reinforcement against corrosion damage. Self-healing concrete therefore needs to be repaired less often and lasts longer. This makes it cheaper and better for the environment in comparison to ordinary concrete.
Textile of kombucha with moss
For this new substance, named KOMBUTEX, only very universal ingredients are needed: tea, sugar, scoby and water. Bacteria will do the rest. During the fermentation process they make a very tight layer: KOMBUTEX. In dried form, it can replace paper and leather. In a semi wet state it is suitable as a nutrient in the soil, for plants. The mosses are air-purifying, together with the KOMBUTEX they form a new micro ecosystem.
Bacteria grown colored shower curtain
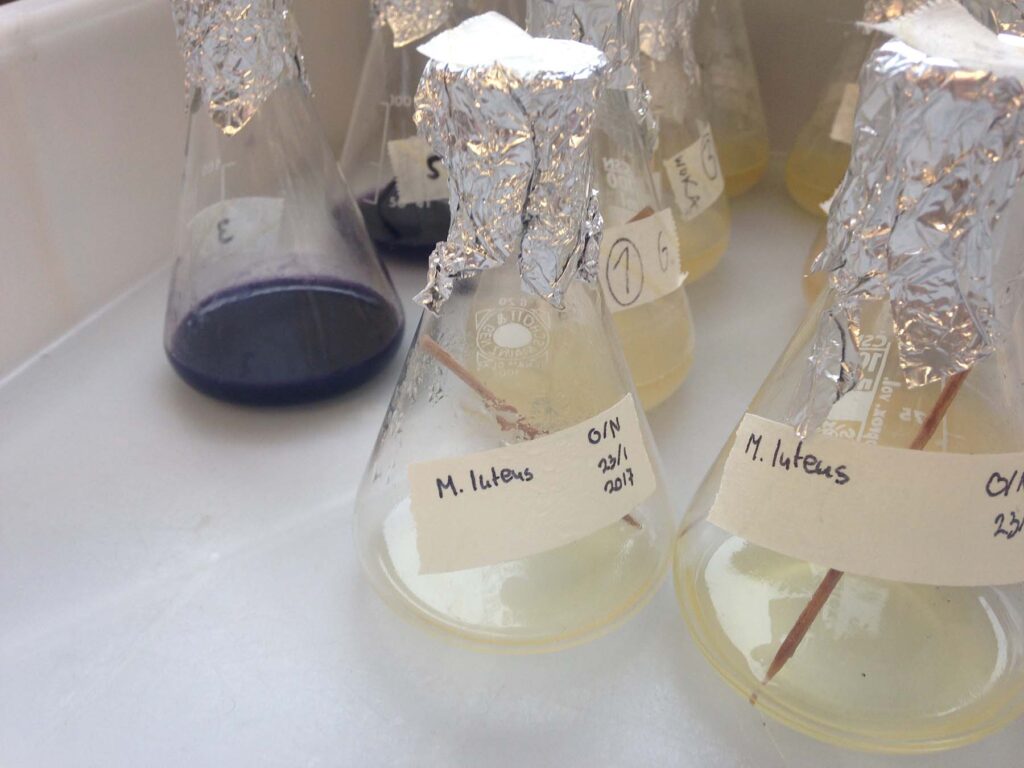
Living Colour is an innovative dyeing method with living organisms. The bacteria grow on the textile and leave visible growth patterns, which create unique designs. No harmful chemicals are used in the renewable dyeing process and the colour is completely biodegradable. Dyeing takes place at a lower temperature and with less water than is usual for dyeing textiles. The colour is fade resistant to washing, rubbing and sweating, but will gradually fade over time when exposed to light.
20% of all fresh water pollution is caused by textile dyeing and finishing
Made from
100% organic cotton dyed with Janthinobacterium lividum
100% ahimsa “peace” silk dyed with Janthinobacterium lividum
Living Colour Lab
Production process
The textile is sterilised
The bacteria are added to the textile
A nutrient medium is addes for the bacteria
After 3-4 days the bacteria have produced pigment and dyed the textile
Colored textiles
Applied
A wide variety of materials can be dyed with this dyeing method, from natural fibres, to synthetic fibres, fiber blends and recycled fibres.
Also nice!
The bacterial pigments contain antimicrobial components. This can potentially impart an antimicrobial function to the fabric.
Puma collection Living Colour
Environmental impact
No harmful chemicals are used in the renewable dyeing process and the colour is completely biodegradable.
Growth opportunities
The dyeing process is artisanal and at the same time highly innovative. It is currently still a labour- and time-intensive lab process, suitable for experimental designs.
In the Kaatsheuvel district of Westwaard, BPD is realizing 25 single-family homes in a very sustainable way. By using natural and inexhaustible materials such as loam and straw, it becomes clear that sustainability is so much more than energy saving. “Straw is one of the oldest building materials we know of, but it fully meets all modern requirements,” says project manager Daniel Melis.
The vision is clear: sustainability is more than just energy neutral. In Westwaard, in the municipality of Kaatsheuvel above Tilburg, BPD designs 25 sustainable homes that are constructed as much as possible from “biobased” materials. The houses will have a shell construction system with panels that are built from the natural and inexhaustible building materials wood and straw. They are finished on the inside with clay plaster. They are ancient building materials – faded into obscurity over time because of the need to build quickly and functionally, especially during reconstruction – but they meet all contemporary requirements.
The straw panels have a strong insulating effect. By also using triple glazing, the straw houses will soon have much better insulation than is legally required under the Building Decree. And by making the facades “vapor-open”, optimum moisture and CO2 regulation is created and the rooms get excellent acoustics.
Low energy requirement due to high insulation value
Due to the high insulation value, the homes in Westwaard have a considerably lower energy requirement than traditionally built homes. “The energy that is nevertheless required is generated sustainably with solar panels,” says Melis. “The houses will receive a heat pump for heating and hot water and we will recover heat from ventilation air.”
Examples of 3D Printing
Project Milestone
In the city of Eindhoven (The Netherlands) five 3D-printed concrete houses will be built. The project is the world’s first commercial housing project based on 3D-concrete printing. The houses will all be occupied, they will meet all modern comfort requirements, and they will be purchased and let out by a real estate company. Check it out!
Kamp C is the first to print a complete house in one piece
Kamp C, the Westerlo-based (BE) provincial Centre for Sustainability and Innovation in construction, printed a house using the largest 3D concrete printer in Europe. The 90-square metre dwelling was printed in one piece with a fixed printer. Visit the website!
The 3d printed house Gaia
On the occasion of the “Viaggio a Shamballa” event and the “A call to save the world” conference, WASP presents Gaia, a case study of 3D printed house using the new Crane WASP technology with natural materials from the surrounding area. The Italian company’s commitment, since its origins in 2012, has been constantly aimed at the development of equipment for additive manufacturing on an architectural scale and the inauguration of Gaia represents an important milestone.
BioLaminate with roadside grass
HuisVeendam preserves the aesthetic qualities of natural products that surround us in an ecologically responsible way. The top layer of this decorative BioLaminate consists of various types of dried roadside grasses that are harvested in the province of Groningen. The top layer is glued to the jute substratum using a biopolymer adhesive made from potato starch, which was developed by HuisVeendam LAB.
Kaumera (‘chameleon’ in Maori) is extracted from sludge granules from the Nereda purification process. This saves 20% – 35% of sludge from being transported and destroyed, which saves a lot of energy and CO2-emissions. It is a binder and adhesive material, it is fire resistant and can absorb water but is also water repellent. Kaumera can be applied as coating for seeds and fertilizers and it ensures hardening of concrete and thereby prevents cracking. Omlab uses Kaumera as a binder in the 3D-printing paste.
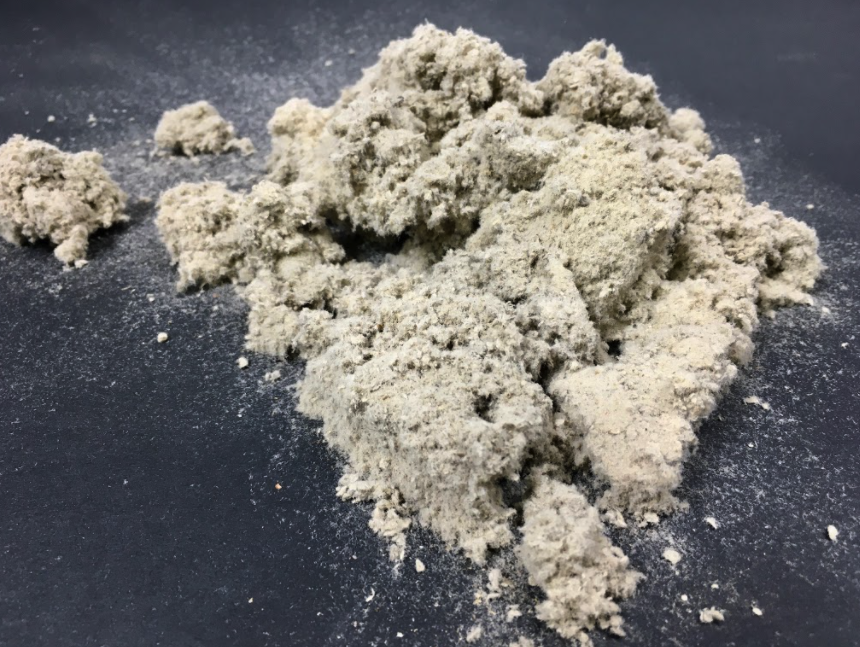
Raw material Cellulose
In The Netherlands, 180.000 tons of toilet paper is flushed on a yearly basis and burned as waste. Using a special technique, Recell Group filters cellulose from the drain and processes it into Recell. Recell is currently applied in constructions, agriculture and chemical industries – as additive, raw material or end product. Omlab 3D-prints with a paste composed of the circular residues cellulose, Kaumera and calcite.
Raw material Calcite
The use of calcite as inoculum in the water softening process is unique in the world. In contrast to the standard softening process, in which sand is used as inoculum, sand-free calcite granules are the result of calcite inoculation. This means that the extracted calcite will be available for all kinds of applications, and this is a major advantage since it is a popular raw material. The calcite pellets are extracted at more than 50 production locations in the Netherlands and Flanders.
Hemp tent fabric
TenCate Outdoor Fabrics is getting closer and closer to a solution to make tent fabrics from environment-friendly materials. Half of this widely available hemp tent fabric is made of organic materials – a combination of hemp (20%) and organic cotton (30%). The other half is made from recycled polyester. The combination of these three sustainable fibers guarantees a long lifespan.
Outdoor accommodation made of nature-friendly materials
This tent fabric is made of:
20% hemp
30% organic cotton
50% recycled polyester
Production process
Plastic residual materials are recycled into granules under certified circumstances. The granules are spun into new yarns.
The organic cotton is grown in India, the entire chain is certified.
The share of hemp comes from China, where it is processed into fiber material so that it can be spun into yarn later.
Applied
This tent fabric is applied in tents produced by Ten Cate
Environmental impact
The tent fabric is made of raw materials that have a lower environmental impact in comparison to conventional fibers.
By combining three sustainable fibers, TenCate Outdoor fabrics developed a tent fabric with an expected long life span.
Growth opportunities
Part of the raw materials could be produced closer to home, to reduce environmental impacts even more.
Upholstery may not stay behind in the transition to biobased and circulair building and living. This linseed-oil based linoleum by Forbo shows that it doesn’t have to be so. The material is made of a granulate that consists of oxidized linseed oil and tall oil to which wood flour, chalkstone and pigment are added. The linoleum can be applied to various surfaces and is widely available.
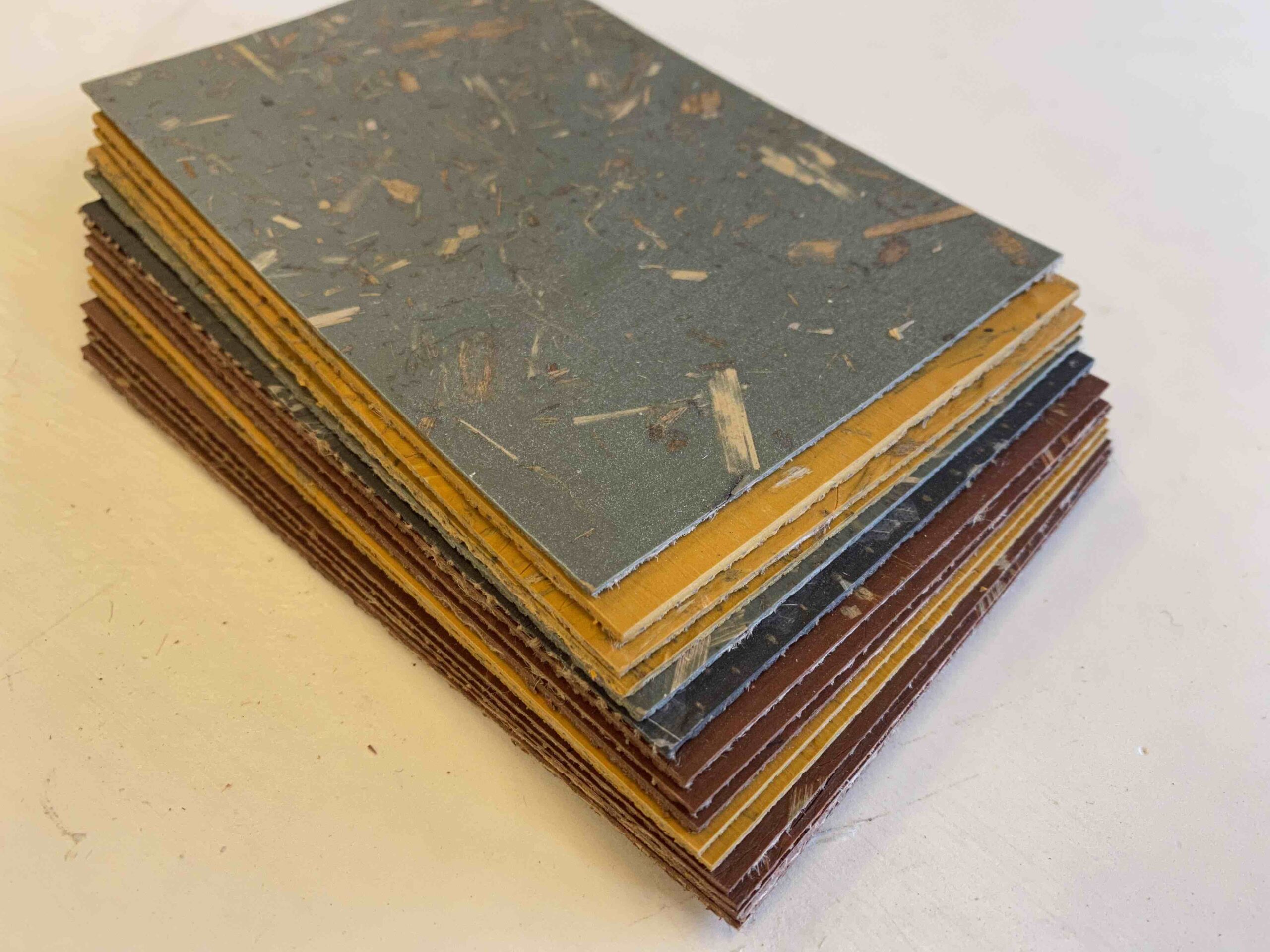
In many Asian countries, rice straw is a major agricultural residual flow. ECOBoards international has been creating panels made from the shredded stems for several years. Through application of heat and pressure the fragments are bound by lignin, a substance that is present in the rice straw. This results in a firm board material that contains no glue and that can last for years. Moreover, every kilo of ECOBoard captures 0,98 kilogram of CO2 from the air.
Made from
ECOboard currently consists of 95% rice straw. This raw material is still mainly grown in various Asian countries and concerns a waste stream from agriculture. However, the aim is to work much more locally and to make building boards that consist of European crops such as the grass species miscanthus.
Production process
For both miscanthus and rice straw, the first harvest takes place two years after sowing. After these two years, however, it can be harvested annually for 23 years.
The straw is bound with its own natural lignin without formaldehyde glue or other VOCs.
In addition, ECOBoard goes even further than the principle of “Cradle 2 Cradel” as it starts with raw materials that are now a waste problem, but still delivers high-quality and healthy building material and furniture that can be easily reworked into equivalent sheet material at the end of its life.
Applied
ECOboards can be used in many ways. As a sheet material it is suitable for walls, ceilings and floorboards. Those who use it creatively can even turn it into furniture and find other creative uses for it.
Environmental impact
Per kilogram of ECOboard, 0.98 kilograms of CO2 is removed from the air and stored in the material.
Depending on how intensively the ECOboard is used, the lifespan is between 70 and 100 years. After that, the material can be recycled without any problems.
At the moment, the rice straw still comes from a lot of China, where it is waste products. The intention is to produce on a more local scale.
We are reaching the end of our raw materials resources through our current building methods and are, therefore, disrupting the environment and people’s lives. The Exploded View showcases alternative materials and methods that can shift the trajectory we’re currently on. But it’s all still work in progress. Do you have knowledge of biobased materials, circular methods, or sustainable perspectives that are not yet mentioned here? please inform us:
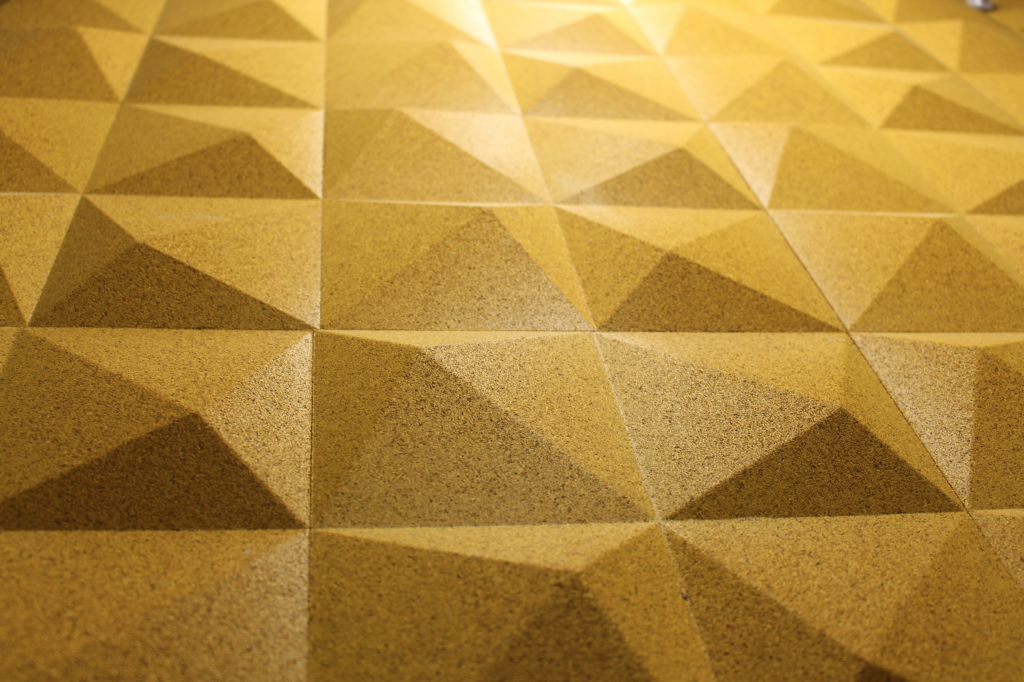
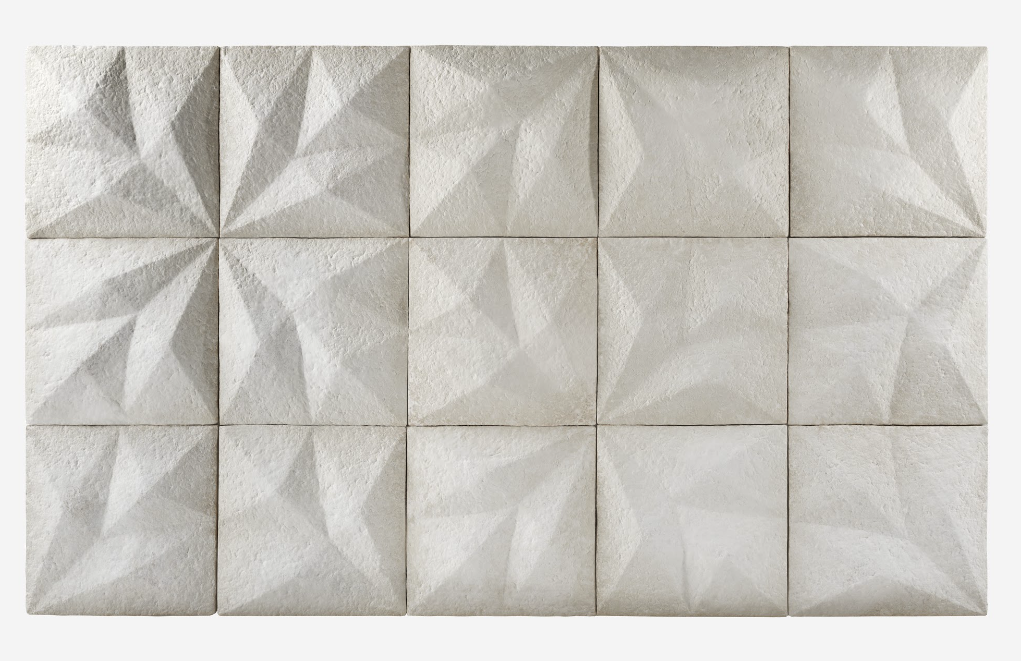
Acoustic interior tile made from cork
The bark of the cork oak can be removed every 10 years. The bark is processed by cooking and grinding it. Then, the material is subjected to three-dimensional cutting in different thicknesses and it is colored with a pigment. This results in a wallcovering made of 100% cork with unique esthetic and acoustic values.
These tiles consist of 100% cork
The production process
The bark of the cork oak grows naturally and is removed from the tree once every ten years.
The bark is then boiled and ground after drying so that it can be processed. The coloring of the cork is done with pigment.
Cork is glued with the resin from the bark itself.
The tiles can then again be ground to make new products.
By removing the bark, the tree can assimilate more CO2.
Applied
Cork is already being used in large numbers as a wall finish for both private and business clients. Cork is also used as a wall finish in schools and offices to improve the acoustics in the rooms.
Environmental impact
By removing the bark, the tree is able to absorb more CO2 – which is better for the environment!
For the processing of the cork, electricity is used that is produced by incinerating the (residual) waste cork.
Cork is glued with the resin from the bark, so that a 100% natural product remains!
The cork tile can be recycled in its entirety: it can be ground again to make new products. This means there is little to no waste from cork.
One can harvest the bark of a cork oak once every ten years. After cooking, grinding and drying it is glued with the resin that originates from the bark itself. The material can be pigmented and sculpted into smooth, coarse or geometric designs according to the desired appearance. Beautiful as wall coverings.
These tiles consist of 100% cork
The production process
The bark of the cork oak grows naturally and is removed from the tree once every ten years.
The bark is then boiled and ground after drying so that it can be processed.
Cork is glued with the resin from the bark itself.
The tiles can then again be ground to make new products.
By removing the bark, the tree can assimilate more CO2.
Applied
Cork is already being used in large numbers as a wall finish for both private and business clients. Cork is also used as a wall finish in schools and offices to improve the acoustics in the rooms.
Environmental impact
By removing the bark, the tree is able to absorb more CO2 – which is better for the environment!
For the processing of the cork, electricity is used that is produced by incinerating the (residual) waste cork.
Cork is glued with the resin from the bark, so that a 100% natural product remains!
The cork tile can be recycled in its entirety: it can be ground again to make new products. This means there is little to no waste from cork.
Kerloc is a cold ceramic material that is produced without any additional heating. The material is made of residual materials (Such as natural fibers coming from agriculture, horticulture and / or forestry), minerals and fertilizers. Kerloc is used in the outer shell of a building as facade panels and is 100% circular: it is fully reusable in its own production process.
Cold ground ceramics
The Kerloc facade tiles are made of:
Natural fibers coming from residual plant materials from agriculture, horticulture and forestry
Natural minerals
Fertilizers
Production process
The residual materials are processed into the right size. The raw materials are mixed in several steps until a homogeneous and usable mixture is obtained
This ceramic sheet material is produced at normal temperatures through an exothermic reaction. As a result, no ovens are used during this process, ensuring low energy consumption
The fiber materials are petrified during this process
Applied
Kerloc is applied in the outer shell of a building as facade cladding.
Environmental impact
Raw materials are locally sourced: most come from The Netherlands or adjacent countries
All raw materials come from natural (residual) flows
Kerloc tiles have a long lifespan (over 50 years) and are therefore suited for reassembling
Fully recyclable in its own production process
Growth opportunities
Kerloc is now KOMO certified. This means it meets the requirements of the Building Decree (falls into the BRL4101 part 11). With a current production capacity of 600,000 m2, Martens ceramics is already able to make Kerloc available on a large scale to interested parties.
The panels are made of layers of hemp felt compressed with a natural glue that designer Jory Swart developed himself. The resulting product is completely biodegradable. By applying a wave structure to the panel, the material gains stiffness. The hemp felt is already used as an insulation material, the newly developed panels do not yet have an application as a building material.
Made from
These hemp panels only contain hemp and a binding agent. The hemp comes from the Eastern part of Groningen and the binding agent is a natural glue developed by Jory Swart himself.
Production proces
After 8 to 10 weeks, the hemp is ready to be harvested.
The plants are then somewhat 4 meters in length.
The hemp is processed into felt.
Two layers of hemp felt with the natural glue are manually pressed into a hemp sheet.
Two or three hemp plates together form a hemp panel, of which one plate has a wave structure to reinforce the material.
The material dries in about 4 days. Just on the air.
From Hemp felt to hemp panel
Applied
At the moment the hemp plates are mainly used as insulation material and in design objects.
Using hemp as a biobased material stimulates biodiversity
Environmental impact
The production process is manual.
The entire hemp plant is used for the panels. So no waste.
Local raw materials are used.
Hemp panels are fully biodegradable.
Hemp is a crop with many benefits for the environment: growing hemp prevents soil subsidence, biodiversity is stimulated and the soil quality is improved. Win, win, win.
Growth opportunities
The process is now still small-scale and manual. Switching to a machine driven process would contribute to upscaling, but this requires investments. The moisture resistance of this product is still under development, which is necessary to make the panels much more widely applicable.
This biobased floor covering has been around for over 150 years! The completely CO2 neutral material is composed of linseed oil, tall oil, wood flour, lime, jute, resin and recycled marmoleum waste. Moreover, the linseed, gum resin, jute and wood flour have a harvest cycle of less than 10 years, and are therefore quickly renewable.
The Marmoleum floor covering is made of:
Linseed oil
Tall oil
Wood flour
Lime (Calcium carbonate)
Jute
Resin
Marmoleum waste
Production Process
Marmoleum is produced in separate phases, starting with the oxidation of linseed oil mixed with tall oil.
Through the oxidation process, a tough, sticky material is obtained: linoleum concrete. This substance is stored in containers for a couple of days to allow further reaction.
The linoleum cement is mixed with wood flour, calcium carbonate and -if applicable- reused marmoleum waste.
This mixture is rolled onto a jute substate and stored in drying rooms to harden. The required hardness is accomplished in approximately 14 days.
Then, the material is taken to the grooming room and provided with a protective coating and subjected to a final inspection. The edges are trimmed and the material is cut into rolls with a length of circa 32 meters.
Applied Marmoleum
This floor covering is seen in all types of buildings: offices, schools, hospitals, and homes
This biobased floor covering has been around for over 150 years!
Environmental impact
De linseed oil, resin, wood flour and jute that are used in Marmoleum have a harvesting cycle of less than 10 years and are therefore quickly renewable.
Locally produced resources
CO2 neutral
Cradle to Gate
Compostable
Health
Prevents bacterial growth
Non allergenic
Also nice!
Beneficial for acoustics
Growth opportunities
This product is already produced on a large scale. However, there is a need for more customer awareness: buyers are often still choosing for the less sustainable vinyl flooring
These insulating floor parts retain warmth, but also regulate humidity. They are exclusively made of natural materials, and as a result their CO2 emissions are up to ten times lower than conventional insulation materials.
Made from
Shredded and pressed hemp.
Applied
Hemp floor insulation is now mainly used in timber frame construction and, for example, for post-insulation in existing buildings. In addition to floor insulation, the material can also be used for roofs and walls.
Environmental impact
Hemp stores CO2 during growth
Prevents land subsidence
Growing hemp contributes to biodiversity
In addition, there are also advantages to the production process of insulation material: Up to 10 times less energy is used compared to the production of synthetic and mineral alternatives.
Growth opportunities
More awareness of the many benefits of using hemp will contribute to a better appreciation of this product. Considering the total life cycle, hemp floor insulation is cheaper compared to most conventional materials. Biobased construction requires a re-valuation of what is of value.
Local agriculture residues such as flax, hemp and rapeseed straw are the fundamentals of these Compostboards. When the boards are not usable anymore they can be put back into the earth – they are full of fibers that add nutrients to the soil.
Cabinet made of compostboard
Compost boards are fully compostable and add nutrients to the soil
Volcanic black BioLaminate with mussel grit
HuisVeendam biologically preserves the esthetic qualities of the natural products that surround us. The top layer of this decorative BioLaminate contains fractionated mussel shells, in combination with black pigment derived from volcanic stones. The top layer is glued to the jute substratum using a biopolymer made from potato starch developed by HuisVeendam LAB.
Jute Walls of BioFold
The biocomposite BioFold is made of textile waste and biobased plastics. The combination of origami and digital production techniques gives the material – besides the esthetics – important functional characteristics, such as carrying capacity, flexibility and acoustic qualities.
Made from
The jute walls consist of 50% jute coffee bags from coffee roasters in Amsterdam and the Zaanstreek.
The other 50% are PLA fibers, a biodegradable plastic.
Production process
The jute coffee bags, in which the coffee came to the Netherlands, are fiberized and mixed with PLA fiber into mats, using ‘needle punching techniques’.
With heat and pressure, the mats are processed into flat sheets.
Using origami techniques and digital production techniques, Samira Boon transforms the flat sheet material until it finally has these beautiful shapes.
There’s a solution for the plastic soup: PLA, a biodegradable plastic
Applied
This design is currently mainly used as interior trim.
Environmental impact
The material is completely biobased
Has a long lifespan
Is recyclable
It is an upgrade of the burlap residual streams
Growth opportunities
BioFold’s jute walls are still unknown to the general public. It is a highly rated, fairly exclusive product. There are possibilities for upscaling, so it would be available at a lower price and to a wider audience. This also requires investment.
The Weerribben is a famous nature reserve that was created centuries ago by man himself by peat excavation. Nowadays, the unique flora and fauna are again maintained by humans: sods of organic residual material are removed to prevent the swamp from growing over. These sods are processed into sustainable building blocks in which the assimilated CO2 is stored.
Made from
BioBlocks are building blocks of pressed and dried carrion and turf, developed by Voets Gewapende Grondconstructies in Den Dungen.
Production process
De Weerribben is a 3,500 ha nature reserve in the northwest of the province of Overijssel. When the area is managed, so-called kragge (sphagnum moss mats), tuf and cuttings are released. In the past, this had to be removed or stored. Voets Reinforced Ground Structures in Den Dungen found another application for this: Bioblocks. The blocks are created by pressing and drying the turf and turf into building blocks.
Applied
Earth-retaining structures in infrastructure, noise barriers, bank protection, garden and park design, etc. Possibilities are also being investigated and further elaborated in residential and non-residential construction.
Environmental impact
In addition to the fact that BioBlocks are made from plant residues and thus make a positive contribution to the environment, the blocks are also recyclable after demolition. Under certain circumstances they are even biodegradeble (naturally degradable) and can therefore be returned to the factory for reuse (cradle to cradle).
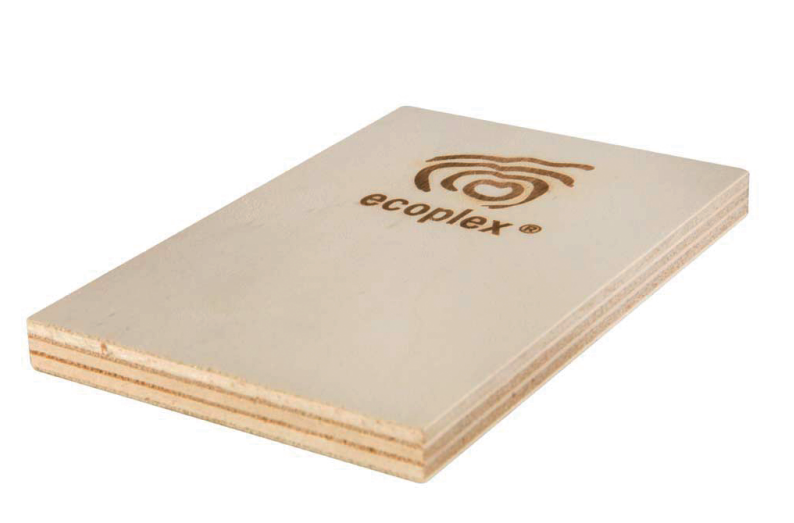
The poplar is a relatively fast-growing tree that grows close to home. By growing these trees along arable fields, the wood can be harvested every 10 to 15 years without affecting the forests. Ecoplex replants young trees immediately after cutting. The poplar wood is processed into an environmentally friendly plywood. The transportation lines from the fields to the factory are short, and planting trees ensures CO2 absorption.
Ecoplex is made of poplar wood
Production process
The poplar tree is the basis of Ecoplex. This tree is cultivated along arable fields.
The cuttings are planted in straight lines and are ready to cut in 10 to 15 years. Because of this cultivation method, there is no damage done to the adjacent trees or forest during cutting.
After cutting, new trees are immediately replanted. The poplar tree does not grow in forest stands with older trees or in primeval forests, simply because it doesn’t survive it these ecosystems.
The plywood is glued without using formaldehyde.
Applied
Ecoplex is applied as environment friendly plywood. This can be processed in many ways, for example in building interiors, stands, campers and ships.
Environmental impacts
De poplar tree is a relatively fast-growing tree that is available close to home. This means:
Short transportation lines from the arable fields to the factories and the buyers, and therefore low CO2 emissions.
Trees store CO2 during their growth and are therefore a CO2 negative building material.
Poplars are fast-growing trees and therefore poplar wood is a quickly renewable materials.
By compressing a mixture of hemp, water and lime and drying it in the open air, hard blocks are created that – when used in the insulating shell of a building – store and release heat and moisture. Waste that emerges during production, construction and demolition can be reused or serves as a calcareous soil improver.
Hemp blocks by Isohemp are made of:
85% Hemp
15% Lime
Hemp blocks as wall insulation
Production process
Hemp is grown as a crop: it takes one year to grow hemp.
Hemp shavings are obtained by breaking and shredding the hemp fiber.
Lime is obtained by burning limestone and extinguishing with water.
Both materials are mixed with water and pressed in molds.
The pressed blocks are taken into the open air to harden. This takes 2-3 months.
Hemp blocks store both warmth and CO2 inside a building
Applied
This material is already being applied new construction and renovation. The blocks are applied in the insulating shell of a building, in floors and as partition walls.
Old farm renovated with hemp blocks
Environmental impacts
Hemp, like any plant, stores CO2 while growing. The amount of CO2 that is bound by hemp is more than the amount of CO2 that is produced during transport of the materials and the production process of the hemp blocks. Thus, hemp blocks are a CO2 negative material.
Hemp is a crop that has many environmental benefits: it prevents subsidence, stimulates biodiversity and improves soil quality.
Waste that emerges during production, construction and demolition of hemp blocks can be used as a calcareous soil improver.
Also nice!
Regulates heat and humidity
Ensures a pleasant indoor climate
Naturally anti-microbial: prevents fungal growth
Growth opportunities
Because of the natural composition of the product, it is difficult to obtain a constant homogenous mixture.
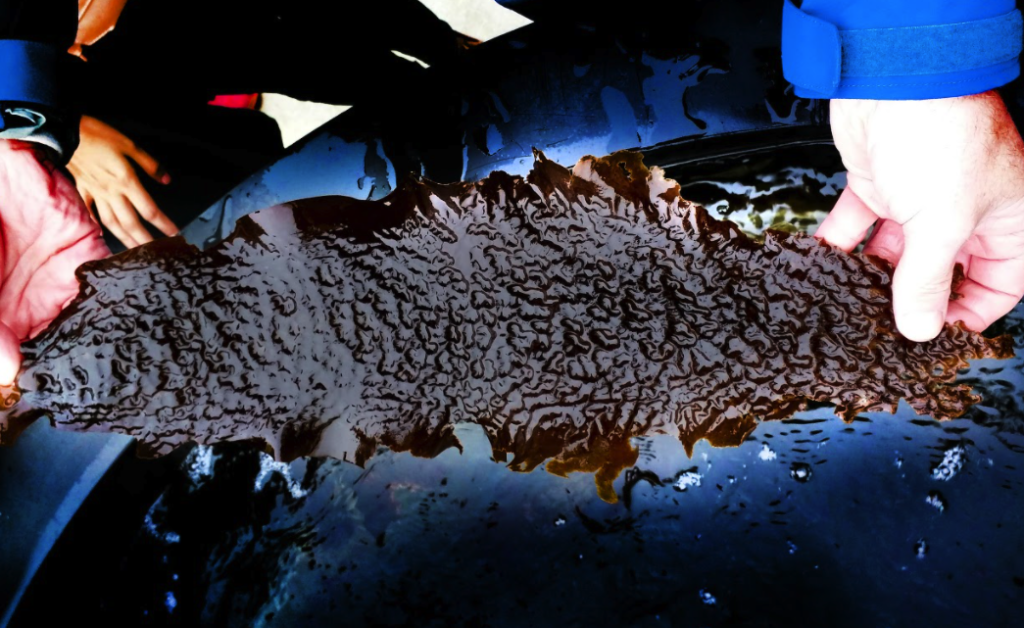
Seaweed is a fast growing crop that does not require fresh water, land, fertilizers or pesticides while it captures CO2. Sea-Wood is a series of board materials made of local seaweeds. Together with residual flows from the wood and paper processing industry and the natural binder that is extracted from the seaweed itself, a material comparable to softboard, MDF or chipboard is made as clean and circular building material.
Even the binder of these plates is extracted from local seaweeds
Made from
60-90% seaweed from the North Sea
Residual flows from the wood and paper processing industry are added to this
A natural binding agent is used, that is released from the seaweed during the making process
Production process
The seaweed is harvested in a responsible way. After it’s dried, the weed is mixed with the natural binder from seaweed in a clean chemical process, together with 10-40% fiber-containing residual flows. Finally, the plates are dried, pressed and cured. If necessary, the plates are finished with a glossy coating, which is also obtained from seaweed.
Applied
The pressed seaweed panels are now ready to be tested in practice, on a project basis. The panels can be used for (non-load-bearing) interior walls, for decorative, acoustic, insulating and fire-resistant finishes and furniture.
Environmental impact
This product is 100% natural, no synthetic resin or glue is needed.
During growth, the seaweed absorbs CO2, which is stored in the plate material.
Seaweed growth does not put additional pressure on land or freshwater.
Residual flows from the wood and paper processing industry are upgraded.
Sea-Wood panels are compostable. For the purpose of circularity, research is currently being conducted into the reconstruction and transformation of used plates into new plate material.
Growth opportunities
The material requires practical tests, which require pilot projects. This also contributes to the quantification of the product. In addition, (industrial) partners are needed for upscaling in order to be able to fully participate in the market.
Residual flow water purification and blue-green algae tiles
NPSP combines waste flows from water boards, drinking water companies and biodiesel production into a hard material. Recycled toilet paper, calcium carbonate and a partially biobased resin are mixed into a dough that is subsequently heated and pressed into tiles. Blue-green algae is added as a natural coloring agent.
Reed and blue-green algae tiles
For the production of this hard material, NPSP mixes reed fibers, a residual material from nature areas, together with calcium carbonate, a residual material from drinking water companies, and a partially biobased resin, made out of residual materials from biodiesel production, into a dough. This dough is pressed into the desired product at 140℃. Recel blue-green algae is added as a natural coloring agent.
Standard board materials can exceptionally well be made of residual streams. These hard panels made by NPSP contain residues like reed fibers, calcium carbonate and a partly biobased resin that are mixed into a dough. By heating the dough to 140 degrees Celsius it can be pressed into any desirable shape.
This fully compostable biopolymer consists of agar, glycerol and natural dyes. Agar is an algae-based gelatin substitute and glycerol is a waste product of soap production. The biofabric is colored with plant-based dyes that also determine the level of transparency and the matt or glossy finish. Algae textile is currently applied in fashion, accessories and packaging.
Algae textile is made of:
Agar Agar, which is an extracted powder from a red algae
Natural dye, or plant based dyes from various plants like algae, pea flower or turmeric
Glycerol, which is a waste product of soap production
The production process
The material is cooked for 10 minutes on an induction plate
Afterwards, it is dried outside in the sun or in a drying container that is heated up by residual heat of a biogas power plant nearby.
The material is dyed with leftover natural textile dye baths or different plant based dyes.
This fully compostable biopolymer is based on agar: a gelatin substitute made from algae.
Applied
The algae textile has been used for several fashion collections that have a strong focus on circularity as sequins or applications. The possibilities for this material go from fashion and accessories to packaging.
Environmental impact
The material is fully compostable. The material is made by natural compounds and can be digested by microorganisms.
The CO2 emission of the material production process is close to zero.
Health
The material has no off-gassing and regulates the humidity of the room by reacting with the water and taking it out of the air.
This design is inspired by the traditional application of the seaweed on roofs on island Læsø, Denmark. The washed up seaweed is placed in a field to dry. The panels consist of a frame of wood and steel that is covered with braided eelgrass. Each panel is designed for disassembly; the materials can easily be separated and recycled or reused. At the end of its life, the eelgrass can be used as a fertilizer.
The eelgrass roof is made of:
Eelgrass: 70%
Wood: 20%
Metal grid: 10%
All materials are sourced from Denmark.
Production Process
Eelgrass is harvested during autumn in Denmark by seaweed farmers, who harvest the eelgrass after it washes up onshore.
If the weather allows it the eelgrass is put on a field to dry for 2 weeks.
The wood and metal grid become a support for the eelgrass to be thatched upon. The wood becomes a frame that can then be easily installed on site.
Each panel is designed for disassembly. The materials can be easily separated and recycled or re-used.
Applied
Læsø, traditional seaweed homes
As cladding on roof and facades, eelgrass can also be applied to wall cavities and used in breathable construction as an insulation material.
Panels can also be applied to an interior as an acoustic solution.
Environmental impact
The eelgrass and wood used for these panels are biobased. The carbon footprint depends on where these materials are sourced and transported to. The galvanized steel mesh has the largest carbon footprint, but is also the smallest component of the panel
Eelgrass roofs have been around for ages!
Growth Opportunities
This product is still in an experimental phase. Research is being conducted to pass formal tests in order to meet industry standards. Start-up support, access to trained thatchers and the market would be beneficial to this process.
Health
Vaporless construction, non-toxic.
Also nice!
The material is made in Denmark, and all tradespeople involved with the creation of the panels receive labor-market standard wages.
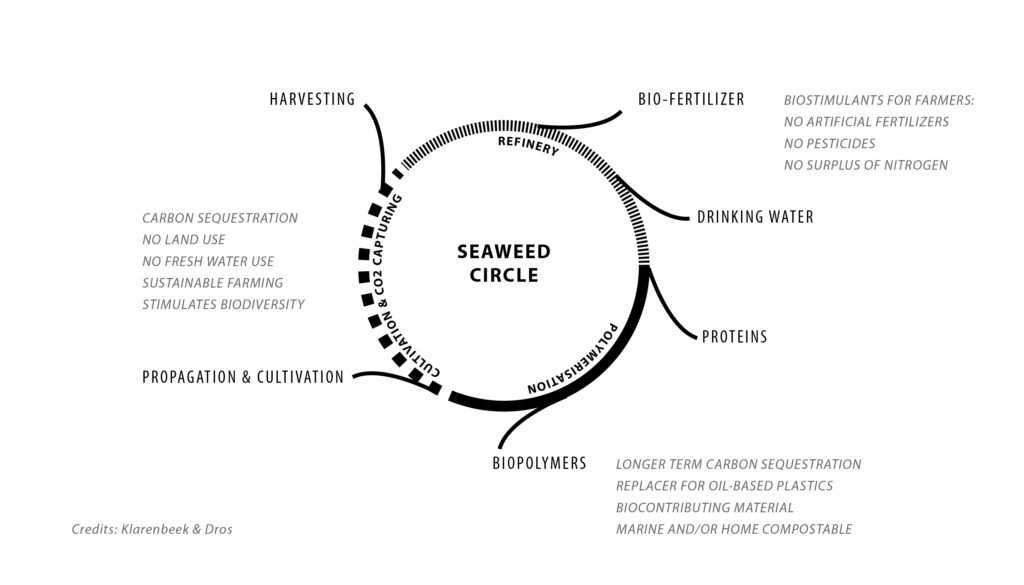
The raw materials for the plastics of the future are grown local in the sea. That is the statement from Studio Klarenbeek & Dros who put seaweed in the spotlight as design material. A clever finding, because seaweed stores carbon while growing. By pressing these seaweed tiles, the progressive designers show that CO2 storage can lead to beautiful mosaics.
BioLaminate from coarsely grounded mussels
Studio HuisVeendam by Tjeerd Veenhoven develops more than just materials – they create entire production chains. The decorative panels on which mussels are glued are realized through intensive collaboration with mussel fishers that are active at the Waddenzee. The most beautiful mussels are selected, coarsely ground, mixed with potato starch, glued and pressed. This way, HuisVeendam puts a remarkable wastestream in the spotlight.
Resilient mycelium flooring
From agro-industrial residues to luxury living environments, Mogu Floor is a collection of bio-based resilient tiles for interior design and architecture. A perfect solution to support a fully circular approach within the building industry. Mogu Floor products consist of a high-density, mycelium composite core, combined with an exclusively formulated bio-based covering.
Made from
Selected fungal mycelium, Cotton residues, mycelium and low-value biomasses, such as corn crops, rice straw, spent coffee grounds, discarded seaweed and clam shells.
Production process
The core: Low-value materials (cotton fibers) are placed in dedicated bags and sterilized in autoclave; then bags are inoculated with selected mycelium strains. Once bags are ready, they are placed in a growing room at controlled temperature & humidity to allow the mycelium growth. As a next step, the fully incubated materials are shredded and an additional organic binder is added. In order to obtain a high density material, compression is applied, also allowing the mycelium to polymerize and aggregate the incubated contents ( functioning as natural glue). The core is then laminated on the top surface with a 1.5 mm of Mogu’s bio-based resin.
The covering: Discarded oyster, clam and mother of pearl shells are grinded to obtain natural pigments with definite micro dimensions. This powder is then added to the formulation, to allow obtaining a pigmented PU with unprecedented biobased content. As the last step the bio-PU is spread and dried at a specific temperature to achieve a suitable technical performance.
Lamination: to obtain the final product, the mycelium high density core and the bioPU covering are assembled.
Applied
Luxury living environments, offices and public spaces.
Environmental impact
Mogu Floor tiles consist of a mycelium composite core, coated with a proprietary formulation characterized by an extremely high bio-based content. The proprietary formulation of the bio-based PU coating utilized in Mogu Floor also replaces traditional industrial pigments with low-value biomasses, such as corn crops, rice straw, spent coffee grounds, discarded seaweed, and clamshells.
Mogu Acoustic tiles are certified products created by fermenting selected mycelium (the vegetative part of a fungus) on cotton residues deriving from the textile industry. The technical 3D modules include the models Kite, Wave, Fields and Plain, as functional solutions characterised by unique haptic qualities, and designed to maximise sound absorption and overall comfort in interior spaces.
Made from
Mogu Acoustic modules are made of soft, foam-like mycelium composite materials, relying on the valorization of upcycled textile residues through fungal fermentation. The tiles are biofabricated/produced by growing mycelium (the vegetative stage of mushrooms) on substrates composed of low-value residues which would otherwise be discarded (e.g. cotton fiber, hemp shives, etc.). The resulting products are 100% circular and biodegradable, with no use of petroleum-based binders, plastics or formaldehyde.
Production process
First, cotton residues are sterilized and then inoculated with mycelium in bags to allow proper growth and full colonization.
As the following step, the freshly grown material is grounded and laid in dedicated molds, where the mycelium keeps growing until it reaches the desired density/shape.
Once the growth process is completed, the products are slowly dried and finished.
Applied
Mogu Acoustic modular panels are a perfect solution for any environment, elegantly fitting professional or residential landscapes with a beautiful, responsible and emotionally engaging functionality. They are designed as three-dimensional wall panels, easy to install, in 4 different shapes, to allow maximum design flexibility. Mogu Acoustic modular panels are provided with their own easy-to-mount and screwless fixing system.
Environmental impact
Mogu Acoustic modules are made from 100% biobased, biodegradable materials.
They are produced from soft, foam-like mycelium materials grown on upcycled textile residues.
At the end of their life, Mogu Acoustic products can be entirely biodegraded, fully closing their life cycle loop.
Growth opportunities
Being a completely natural material, it can be sometimes difficult to fully standardize the related production process. Mogu, has established rigid protocols to allow a stable and consistent set of outcomes and they constantly run dedicated R&D campaigns to further improve our processes.
More info and contact
https://mogu.bio/
Fungal coating
Xyhlo biofinish is a living protection layer that can be applied on wood. This coating is based on the presence of fungal cells and chlamydospores that adhere to the wood through biopolymers, which form a coating that can repair itself. Moreover, the quality improves during the first years of use, in contrast to the conventional coatings that deteriorate from the first moment.
The fungus is placed in a sterile and nutritious rich water solution, where it grows in a natural way. After mixing (formulating) with substances noted above, it can be applied to wood in a mechanical way (rolling, spraying).
A fungus on your house, it’s actually not that weird
Applied
The coating is already widely available and can be applied in many ways.
Making materials more sustainable
UV protection
Coloring of material
Organic, transparent black stain for consumers
Facade cladding for building
Environmental impact
Xyhlo Biofinish consists entirely of natural raw materials and a living fungus. The product and / or parts of the product can be reused in various ways at the end of its life. Biofinish could even provide valuable chemicals after the end of its life (upcycling). The biofinish is expected to last up to 100 years. This makes it a very sustainable coating.
Growth opportunities
Xyhlo currently produces a couple of thousand liters of Biofish per year. What forms a challenge is the unfamiliarity with the product among potential buyers. This is related to the completely new product philosophy and the conservatism in the market. Therefore a lot of communication is required to communicate the principle of the concept.
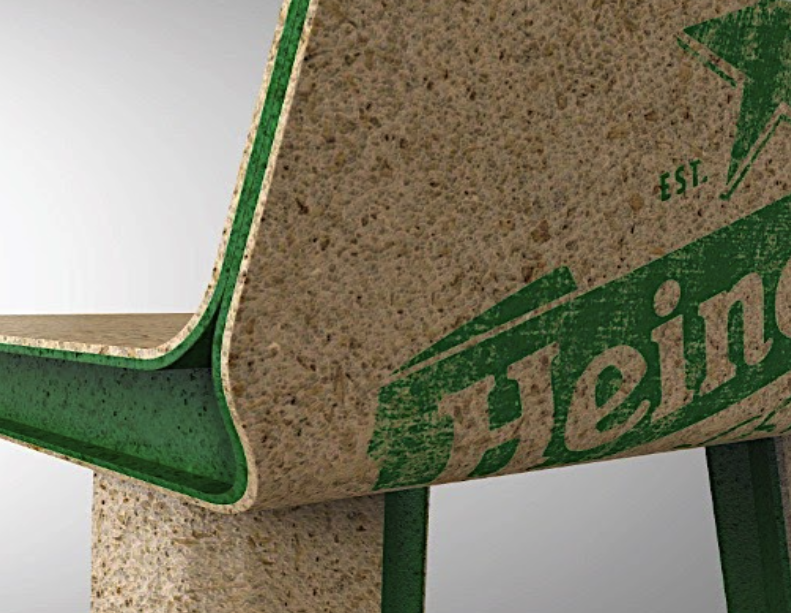
The fibers of the grains and hops that are used for brewing beer can be repurposed after the brewing process. ECOR uses residual beer grains from the Heineken brewery for their SBG panel, which is made of 25% beer grains and 75% recycled paper. Like any other ECOR panel, they are free from Volatile Organic Compounds, formaldehyde and other toxic chemicals.
The spent brewer’s grain panels are made of:
25% Spent Brewery Grains from the Heineken breweries’ process
75% Recycled Paper from a local facility in the Limburg region
The production process
The production process depends on the residual materials streams used, the received raw material may need to undergo additional pre-treatment to extract the cellulose fibers.
Once the fibers enter the process, only water is added to the mixture to make a wet panel at first.
Then, with pressure and heat, the final ECOR panel is produced.
All ECOR panels are made from residual flows, with only the addition of water, pressure and heat.
Applied
The ECOR standard panels are developed to be applied in various ways: as marketing materials, packaging, interior design materials and/or building materials.
Environmental impact
The ECOR panels have a clean production process, in which Volatile Organic Compounds and toxic glues are involved. Therefore, no heavy special environmental and discharge permits are needed.
ECOR panels support circular business models or initiatives that maintain materials and products in use for as long as possible through, for instance, reuse, remanufacturing and repurposing.
Zero waste production is fostered as the cutting losses from previous production becomes input for the next panels production, which can be both recycled and refurbished
Valorize cellulose-based residual streams, which are sourced from bio-based feedstocks considered a waste material stream from e.g. harvesting or industry processes
Contribute to a better and healthier world, phasing out waste
Fiberplast transforms rice husks from the food industry into panels with unique properties by mixing them with mineral oil and rock salt. This material is just as widely applicable as wood while it is also water and moisture resistant, and it can be bent into elegant flowing forms with the addition of heat.
Made from
60% Rice husk
22% Rock salt
18% Mineral oil
Production process
The raw materials are brought together in a machine that turns them into a plate material by means of heating and pressing (extrusion).
Applied
Rice husk composite materials is universally applicable in all sorts of constructions. The plate material can be processed as wood and is currently used for construction signs, traffic signs, facade cladding, furniture and interior.
Environmental impact
Rice husks from the food industry are not wasted if it is used as a raw material for plates. Fiberplast ensures a circular process, residual parts can be returned to Fiberplast itself.
Growth opportunities
Composite from rice husks are already widely applicable. New markets, broader consumer awareness and other forms of outlets will enable the Fiberplast to grow even more. This means that it will increasingly be possible to find a new destination for rice husks.
Not only the agricultural sector has residual streams: the city is also full of unexpected plant based residues that can be upcycled. Rik Maarsen wants to makes this statement by producing Popcorn Compost Boards. Just like his other boards, the popcorn panels are fully compostable. Until then, Popcorn functions perfectly as acoustic wall coverage in a cinema or home office.
Fruitleather
Fruit waste flows are repurposed by processing them into new and usable material. This leather-like material is made out of the pulp of discarded mangoes that are intercepted after import at the Rotterdam harbour. Fruitleather can be used in the manufacture of garments, accessories and upholstery.
From fruit waste to fruitfull design
Made from
Fruitleather is made from fruit that is thrown a way at the harbour of Rotterdam. This piece is made from mango.
Production process
The unsuitable mangoes are intercepted in the port of Rotterdam
Then they are processed into a pulp
With the help of additives, the pulp is transformed into a leather like plate
Applied
At the moment, Fruit leather mainly used in clothes, accessories and upholstery.
Environmental impact
The use of unconsumed mangoes reduces food waste
Fruit leather offers an alternative to the polluting leather industry
Growth opportunities
At the moment Fruitleather can produce 80m2 of leather per month. The production is still small and everything is made by hand, which makes it a relatively expensive product. Investments are needed to enable possibilities to scale up.
More info and contact
Find out more: https://fruitleather.nl/
Milk Protein Tiles
In the top ten of most wasted foods in the Netherlands, dairy is number two. Sebastian Guzman Olmos has found a way to process casein – a common milk protein – and vegetable residues into tiles. By mixing them with a binder, made from potato starch, and sawdust, he creates a compostable casein bio fiberboard.
Kombucha leather
The cellulose tissue named SCOBY ‘leather’ is the result of a fermentation process of a mixture of water, tea, sugar, yeast and a bacterial culture. The result is dependent on the mixture and growing time; it can range from as thin as a plastic wrap to thick and sturdy. After drying, application of coconut oil or beeswax ensures suppleness and flexibility. This vegan alternative is also 100% biodegradable.
Kombucha leather is a symbiotic culture of bacteria and yeast (SCOBY). The culture is grown on a growing medium, consisting of:
Water
Tea
Sugar
Yeast
A mature culture, sampled from a SCOBY.
The growing process
The process begins with brewing a large batch of tea with sugar, to which the starter liquid (a liquid containing the necessary microorganisms) and yeast are added when the tea has cooled to below 30 degrees.
The symbiotic culture of bacteria and yeast (also known as SCOBY) grows on top of the liquid medium. The microorganisms grow in number by fermenting the tea with sugar, resulting in a leather-like material.
The grow time of the kombucha leather is 14 days. The size of the container does not affect the growth time, which is a huge advantage for scaling up production – growing 1x1m will take the same amount of time to grow as a 10x10m pool.
Then, the material is dried. This takes 1-3 days depending on the size.
No processing is required unless particular additional properties are desired, such as water resistance.
Kombucha ‘Leather’ is grown, not made.
Applied
The material is being used most notably by fashion designer Suzanne Lee. It is not yet widespread, there aren’t many designers working with the material.
Environmental impact
The material uses only organic raw materials, very little energy and is fully compostable.
Eggshell tiles
Before distribution, eggs are checked for defects such as dirt, damage, deformations and they are discarded if imperfect. This surplus can be thermoformed into a bioplastic without any additives. The eggshells fuse as the albumin in the eggwhite binds when subjected to heat and pressure. Seen today as a bowl, vase or egg holder, and perhaps tomorrow as a tile or kitchen cupboard?
The eggshell tiles are made of:
50% eggshells
50% dehydrated egg white
The production process
The eggs are cleaned and split into yolk, egg white and shells. Splitting ca. 500 eggs takes 1 hour.
The egg whites are dehydrated at 70° (this takes 15 hours) and after that pulverized, resulting in a powder.
This powder is mixed with the egg shells and pressed into a mold at 195°C and 30 tons of pressure. One object can be pressed into its desired shape in 40 minutes.
The material can be made 100% from eggs without any additives, because the albumin contained in the egg whites binds when subjected to heat and pressure.
Applied
The material is being used to produce indoor objects that are sold through various design shops. At this moment, the main application is smaller objects such as bowls and vases, and a lighting system is being developed as well.
Environmental impact
This material is made with animal based products. Therefore, the first and most important point is where the material is sourced, meaning what is the quality of life of the animals and what is the ecological impact? Working with by-products and waste of unsustainable farming practices results in unsustainable products as they support the status quo. For this reason, the material used for this project comes from a certified biological farm that puts great efforts into animal welfare.
The objects are produced without any additives resulting in a 100% natural product.
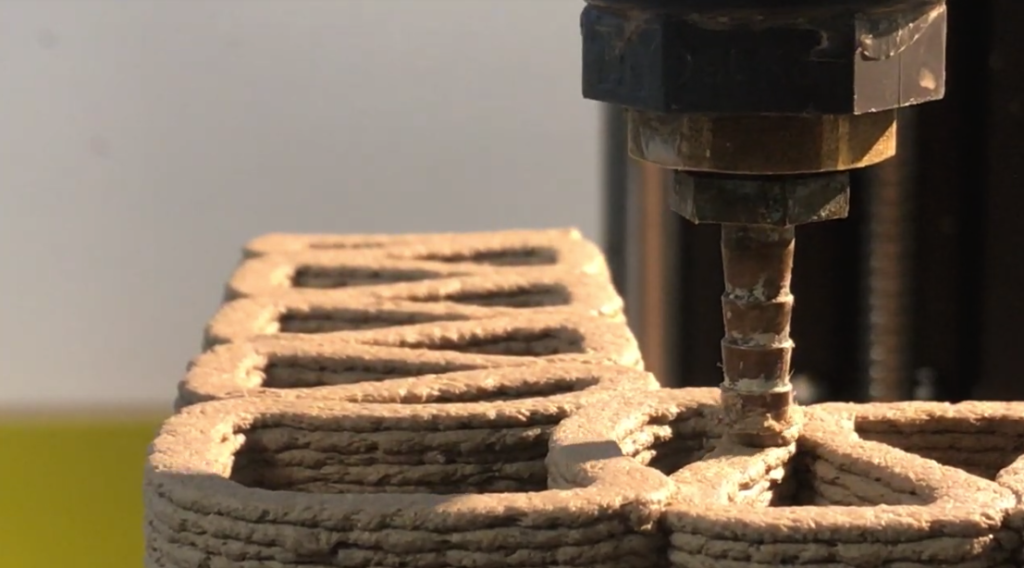
Printed building elements from the water treatment plant
In The Netherlands, 180.000 tons of toilet paper is flushed on a yearly basis and burned as waste. Using a special technique, Recell Group filters cellulose from the drain and processes it into Recell. Recell is currently applied in constructions, agriculture and chemical industries – as additive, raw material or end product. Omlab 3D-prints with a paste composed of the circular residues cellulose, Kaumera and calcite.
Transforming sewage water into printed stone
The printing material is made of:
60% calcium carbonate from water softening treatment by Aquaminerals
5% cellulose is screened during sewage treatment process
5% kaumera and/or alginate obtained during the Nereda sewage treatment process
30% water
3d-printing the paste
Production process of the building elements
The raw materials are mixed into a firm, clay-like paste, which is 3d-printed using an extrusion printhead.
For printing the paste, it needs to be mixed and homogenized, this takes half an hour per half liter batch.
The material is then printed (half an hour per liter).
The material can receive post-treatment with calciumchlorate (5 minutes).
Forced drying of the material, to harden the object, takes 1-2 days.
The result is a breathing material that feels like stone or ceramic.
A 3D printed wall made of water treatment residuals
Applied
The toilet of The Exploded View is printed 1:4. But there are examples in which structures are printed 1:1. Check it out via the button below.
Completely made out of residual flows from water treatment that were previously largely burned
The material is not baked, and therefore regenerable
Health
The material is breathable and has a positive impact on the indoor climate. The printed shape allows extra ventilation.
Growth opportunities
This product is still being developed and awaiting test results. For large-scale production, more people, (companies that operate) larger printers and co-investors are needed.
Omlab started experimenting with adding colour to the material prototype. They wil showcase this at Coda Apeldoorn on July 3th 2021. At this moment the colours come from sewage treatment and drinking water production, which results into diffrent shades of grey. Recently they started using ocher for more colour shades. At the moment they are researching how to replace that colour by using a waste stream like pulvarized coal and coagulation slib.
In addition to that they are working on a weatherproof version of the material prototype.
Every seven years, each waterway in the Netherlands is dredged. By extracting, drying and sieving the dredged substance, Waterweg creates a new product – tiles! The substance mixed with a binder becomes a hardened tile by using a special pressing technique. The tiles are water-passing — unlike many other tiles — allowing rainwater to sink into the ground, thus also providing a climate-adaptive function.
Made from
These stones are made from dredged material from Dutch waterways, combined with a some cement. In the near future, Waterweg expects to be able to use a more sustainable binder, based on waste streams.
Production process
All waterways in the Netherlands are dredged
The dredged material that is extracted is later matured (natural drying process) and sieved to remove unwanted particles such as plastic and glass
After that the dredge is mixed with cement
The dredge is then pressed into a tile after which it has to harden
Picture by Jasmijn van der Linden
Dredge turns out to be more valuable than you might think
Applied
The water passing tile is the first application of this material. In the future, the material could be seen as an alternative to concrete. However, Waterweg prefers to use their material to support nature.
Picture by Jasmijn van der Linden
Environmental impact
The open structure of this water-passing tile contributes to a climate-adaptive city. The tiles allow water to pass through. In this way, sewers are not overloaded, but rainwater can sink into the soil.
The pressing technique ensures an energy-saving process compared to firing bricks, as we know from conventional bricks. On a large scale, this can save up to 50% compared to the MKI (Environmental Cost Indicator) of concrete paving stones.
A residual flow, namely dredge, is given a high-quality destination.
A clinker or tile made of dredge is lighter than a conventional brick or concrete, so there is less CO2 emissions during transport and is therefore also more suitable for locations that suffer from soil subsidence.
Growth opportunities
The material is not yet certified.
At the moment the tile still contains a little cement, the intention is to replace this with a circular binder.
Waterweg is scaling up production, for which they are still looking for production partners.
Every seven years, each waterway in the Netherlands is dredged. By extracting, drying and sieving the dredged substance, Waterweg creates a new product – tiles! The substance mixed with a binder becomes a hardened tile by using a special pressing technique. The tiles are water-passing — unlike many other tiles — allowing rainwater to sink into the ground, thus also providing a climate-adaptive function.
Made from
These stones are made from dredged material from Dutch waterways, combined with a some cement. In the near future, Waterweg expects to be able to use a more sustainable binder, based on waste streams.
Production process
All waterways in the Netherlands are dredged
The dredged material that is extracted is later matured (natural drying process) and sieved to remove unwanted particles such as plastic and glass
After that the dredge is mixed with cement
The dredge is then pressed into a tile after which it has to harden
Picture by Jasmijn van der Linden
Dredge turns out to be more valuable than you might think
Applied
The water passing tile is the first application of this material. In the future, the material could be seen as an alternative to concrete. However, Waterweg prefers to use their material to support nature.
Picture by Jasmijn van der Linden
Environmental impact
The open structure of this water-passing tile contributes to a climate-adaptive city. The tiles allow water to pass through. In this way, sewers are not overloaded, but rainwater can sink into the soil.
The pressing technique ensures an energy-saving process compared to firing bricks, as we know from conventional bricks. On a large scale, this can save up to 50% compared to the MKI (Environmental Cost Indicator) of concrete paving stones.
A residual flow, namely dredge, is given a high-quality destination.
A clinker or tile made of dredge is lighter than a conventional brick or concrete, so there is less CO2 emissions during transport and is therefore also more suitable for locations that suffer from soil subsidence.
Growth opportunities
The material is not yet certified.
At the moment the tile still contains a little cement, the intention is to replace this with a circular binder.
Waterweg is scaling up production, for which they are still looking for production partners.
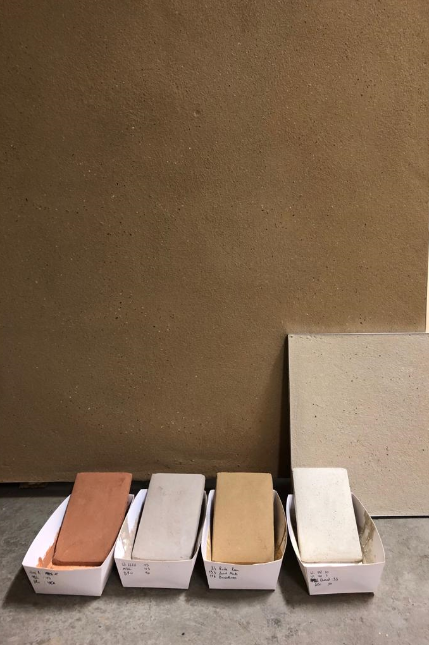
The soil that is excavated for construction sites is generally considered as waste, while it can be processed into a very useful construction material. After mixing the soils with rainwater, it can be transformed into loam plasters, loam bricks and stamped loam. This earth material is infinitely re-usable: the basic materials can be reused in new constructions by adding water. An ideal circular solution.
Loam plaster is made of:
Clay
Sand
Loam
Gravel
Rainwater
The production process
By combining different flows of earth movement – excavated soil for construction sites, which is considered “waste” by others – with a very limited amount of rainwater – products are created that do not cause any waste and are fully recyclable: loam plasters, loam bricks & rammed earth.
The production is be done using simple machines on electricity, without a baking process.
First, the raw materials are purified with a sieve machine.
Then, they are mixed together in planetary mixer.
The plasters and rammed earth are then immediately filled into big bags. For the loam bricks, the mixture is pressed in a hydraulic press.
These earth materials are infinitely reusable.
Applied
These earth materials can be applied on walls, furniture and many other surfaces.
The loam plasters are geo-based: they are based on ‘waste’, since earth movement is officially regarded as waste, but it is perfectly usable in a construction context.
By intervening in the transport of earth movement, CO2 emissions and deposition of usable material are avoided.
The materials are infinitely reusable: when te building and the materials are demolished, earth materials can be perfectly re-mixed and used without loss of value or qualities. Since no chemical connection has been made, the basic materials can be reused in new constructions with the addition of water.
Also nice!
Vapor-permeable
Sound absorbing
Mitigation of temperature changes: keeps spaces cooler in summer and warmer in winter
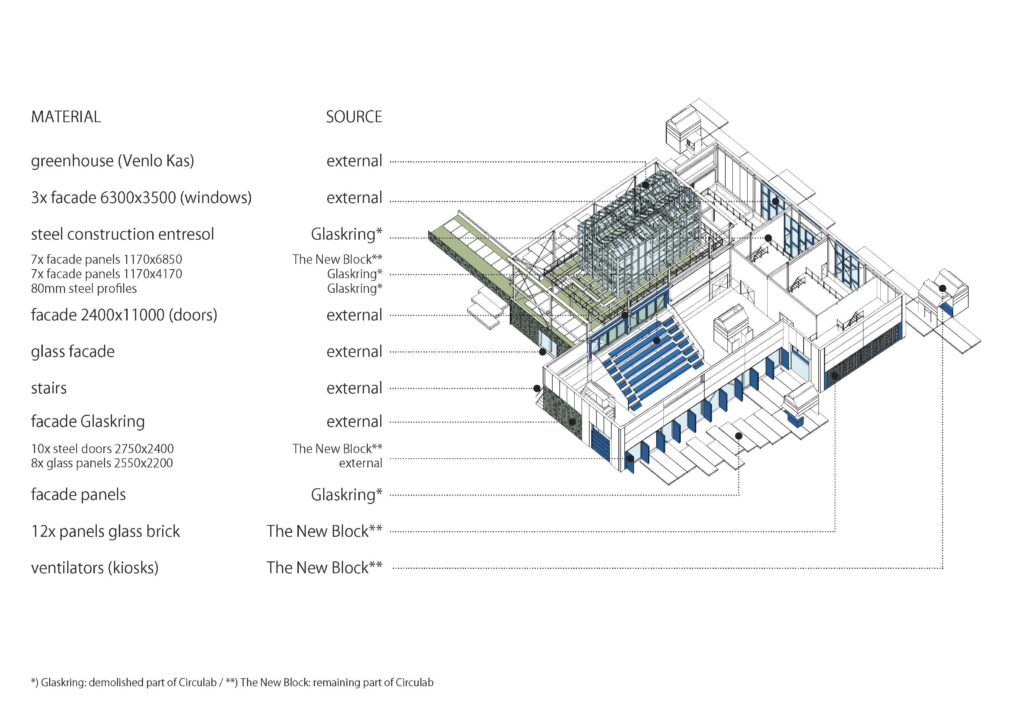
Using Urban Mining, a building isn’t demolished but instead the present materials are harvested. The harvested materials are then ready for high-quality reuse. The end result is not fixed when designing with harvested materials. The materials define the direction of the design, and therefore the final result is often surprising. Circular and harvested materials are always implemented in a way they add value to the design.
Urban Mining The New Block by Buro Kade
The New Block is a movement. A network. A platform for pioneers. We can’t wait for the world to be fully circular. No need to talk. We walk the walk. We dare to start with high expectations, and we strive for perfection. We’re the new kid on the block. We want to learn, build, question, progress, invite and take charge. The New Block Way will be heard around the block.
In order for changemakers to exceed our expectations towards a circular world, we need to educate, investigate, innovate and pay it forward. A platform needs changemakers and pioneers to challenge new ways of thinking and building. The New Block is a living lab that will do just that. A place to meet, talk, discuss and create.
The New Block is located in the SFS building. This building, together with the adjacent SFH building / Microlab, was the last building on Strijp-S that was used by Philips. The SFS building functioned as a service building for the cleanrooms in the SFH building and was full of boilers, pipes, pipes and storage tanks. Both buildings were connected to each other through a pipeline. Now we grow up, we mature, and we stand on our own two feet. But we keep looking for the connection.
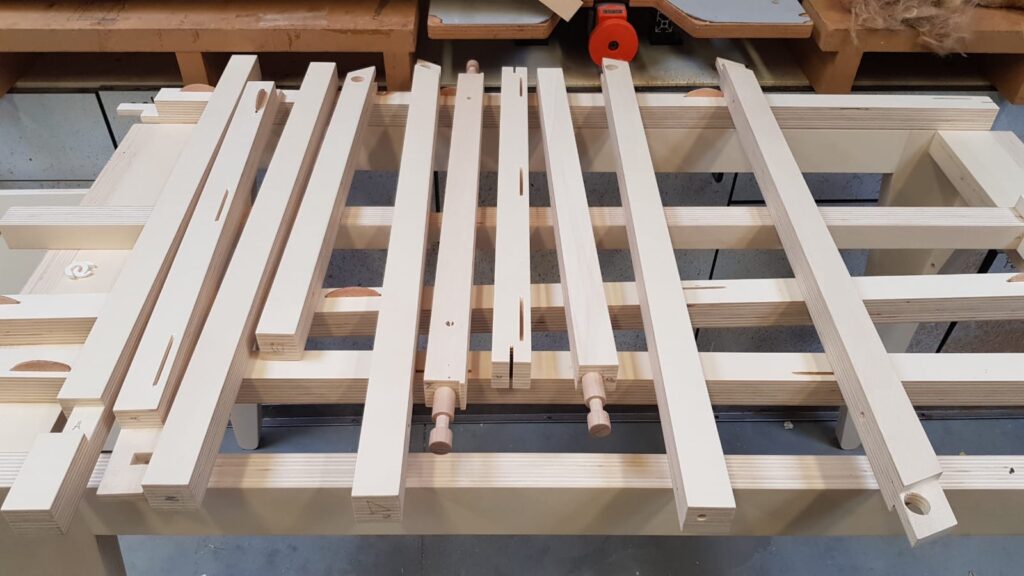
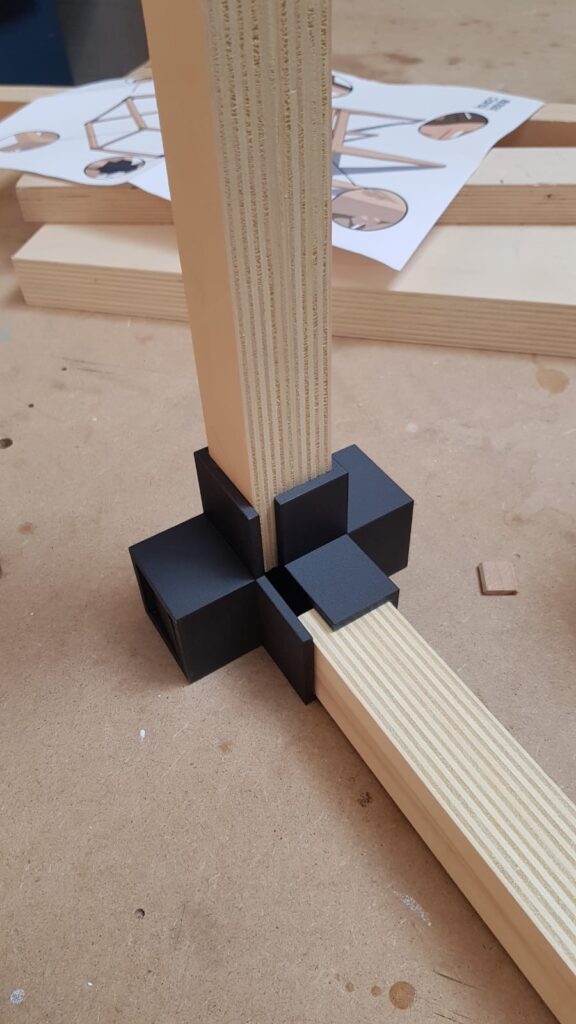
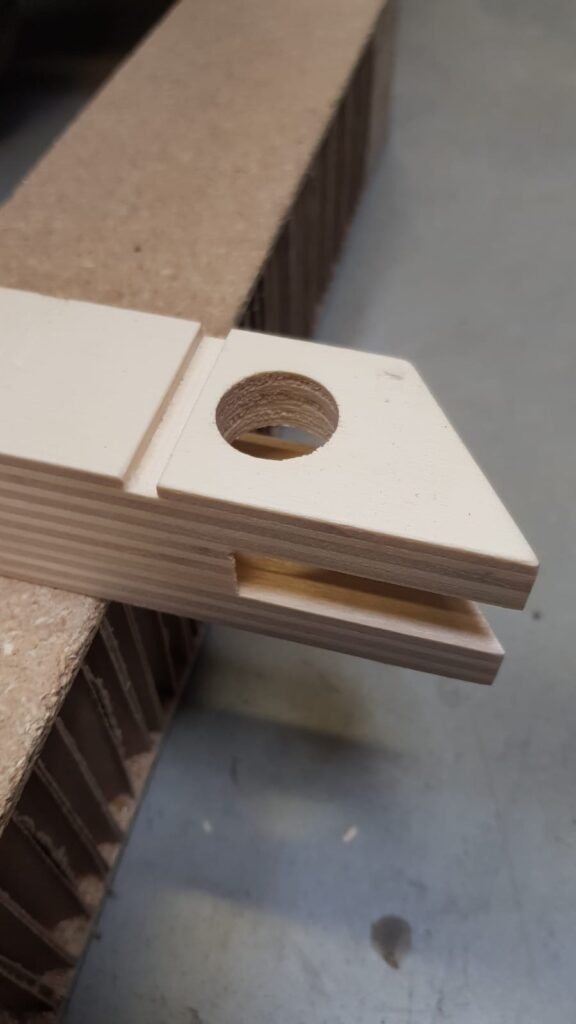
By building and designing detachably, it is possible to keep the materials in the cycle and save primary resources. The more that can be detached in detail, the greater the adaptability and flexibility. Ideally, we will create buildings that can absorb adjustments whilst the materials retain their value and identity.
At the moment, our built environment is inflexible and realization still requires large amounts of raw materials and time. The New Makers developed a solution: a circular, digitally produced building system in which integral and flexible transformation solutions can be designed, made and detailed. Digital precision enables smart connections that allow the building system to be disassembled and rebuilt in an infinite number of ways.
Galvanized steel as supporting construction
These lightweight constructions and facade profiles are detachable and reusable because all connections are reversible. This makes reusability very easy. Producing these detachable constructions also leads to significantly reduced CO2 emissions in comparison to conventional construction methods. The system is offered as a complete service to developers, building managers and users of buildings. This means that after use, the steel is taken back by the manufacturer, who can use it again.
Demountable structures are an important building block of the circular economy
Just look at this symphony of steel and timber in the train station of Assen. The steel Jansen Viss curtain wall connects seamlessly with the wooden roof construction. One material is biobased and the other is a durable material with a very long lifespan. The key to circularity is the connection with the circular building method of “detachability” so that reuse is a possibility in the future. The materials and methods combined offer, when well designed, a very sustainable solution to the challenges we are facing in the built environment. You might call it “Stimber Building Solutions” (“Stout Bouw”/NL – “Stolz Bau”/DE – “Boicier”/Fr).
Galvanized strip steel is a metal mixture of
Iron
Carbon
Zinc
Applied
Steel as a basic material is certainly not new, its characteristics and applicability is known. However, this method is not so much about the material, but about the principle of offering circular prefab constructions that allow detachable building methods and the reuse of the steel material. And that is a smart new way to extend the life and the usage cycles of the material. This is now being applied on a small scale. The load-bearing construction can be used in various architectural structures. Slender and high facades are the trademarks of Jansen AG but constructions like these are also used in tiny houses for example.
The connections in the construction are detachable. As a result, the construction cannot only be disassembled for reuse, but the existing construction can also be expanded for a longer lifespan, making it more sustainable.
The technical lifespan of the construction is set at 100 years. However, for Jansen AG it is of greater importance that the construction can be used in infinitely short cycles.
Growth opportunities
As Jansen AG, a company that is the market leader of steel windows, doors and facades, we can only deal with one part of the problem ourselves.
The beginning of the steel chain (raw materials) must take its own responsibility. For example, by making the mining of raw materials more sustainable and by working with renewable energy in the production of steel. However, what we do know from the LCA calculations is that when iron has become steel it has a high reuse potential due to long lifespan of the material.
Together with our clients Jansen AG takes care of the construction and reusability of steel. A façade, a door or a window is only part a house or a complete building. We depend on chain partners in the circular building industry for the total solution and that is why Jansen AG focuses on collaboration for the growth or our circular ambitions, united in the platform Harvest Bay.
The factories where Forbo produces its sustainable floors run entirely on green energy and the company measures the environmental performance of all its products. In addition, they focus on taking back, reusing and renewing their used products and materials. For example, this phthalate-free PVC floor is made, as much as possible, from residual flows and is easy to remove as it does not require the use of glue – making it ideal for reuse and recycling.
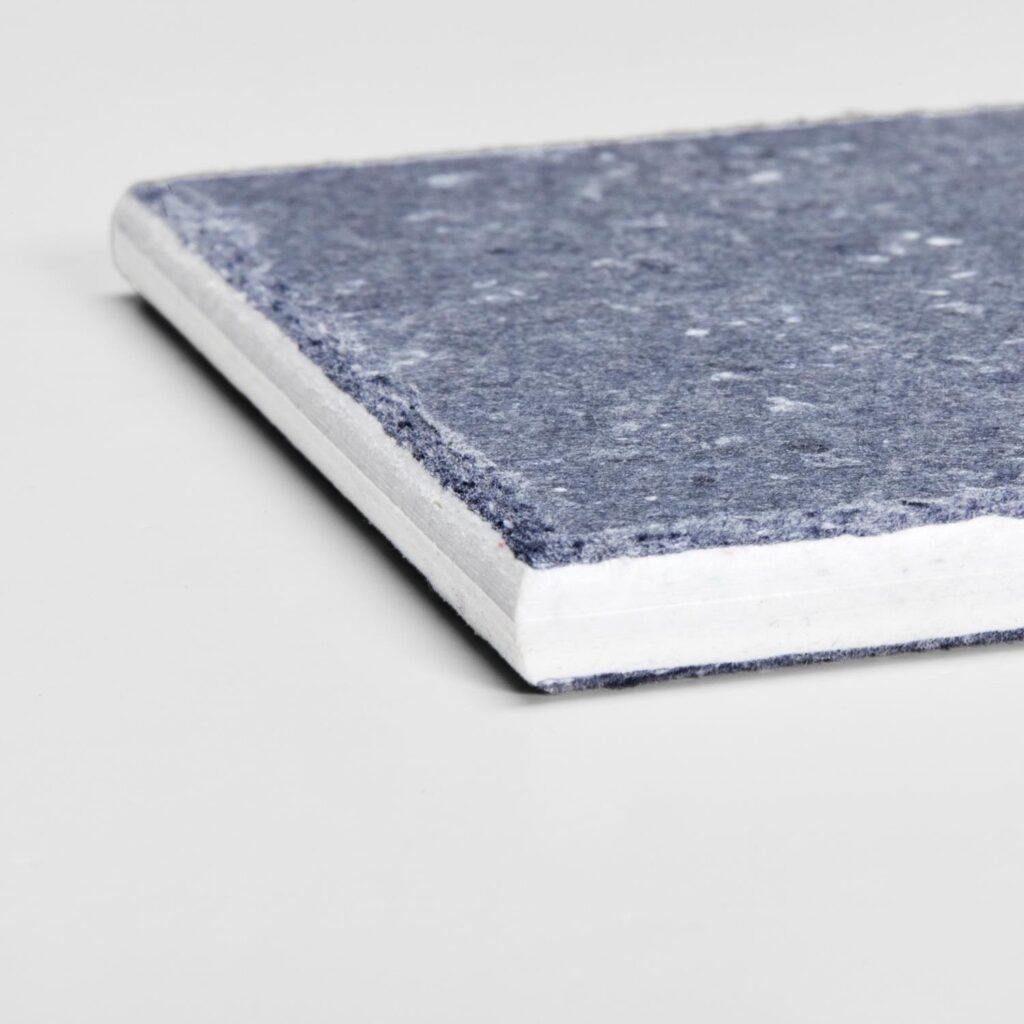
Pressing many layers of textile onto each other creates a composite that is strong enough to replace or strengthen conventional materials. That is the basis of these boards: the core exists for 70% of white cotton from industrial laundries. The top layer is made of colored wool or cotton of which large residual streams are available. In addition, this product is completely circular: when the life cycle comes to an end, the boards can be returned to the factory where it is made into new boards again.
Textile board blue cotton
Pressing many layers of textile onto each other creates a composite that is strong enough to replace or strengthen conventional materials. That is the basis of these boards: the core exists for 70% of white cotton from industrial laundries. The top layer is made of colored wool or cotton of which large residual streams are available. In addition, this product is completely circular: when the life cycle comes to an end, the boards can be returned to the factory where it is made into new boards again.
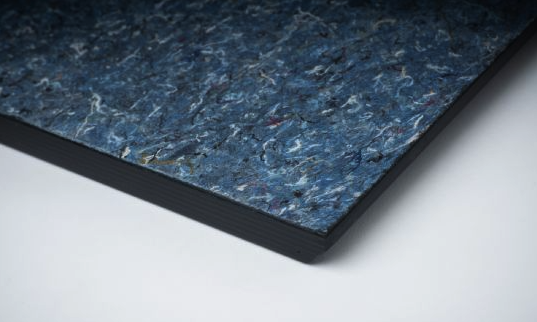
Blue denim mat
The blue variant of Nabasco 9010 contains recycled Dutch jeans, combined with biobased plastic PLA fibers (known from the crunchy organic vegetable packaging) to form a non-woven mat. By using heat and pressure on the mat, a harder material is created with both plastic and textile-like properties.
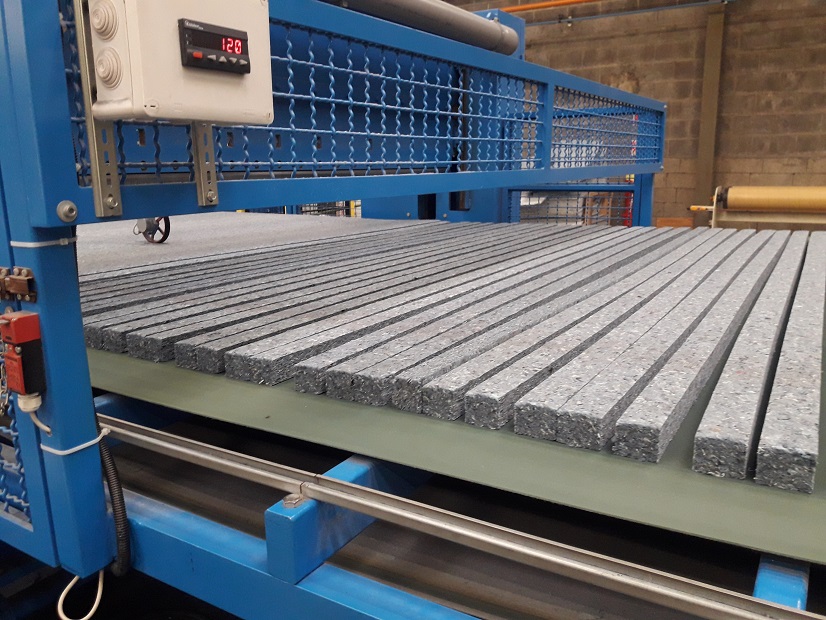
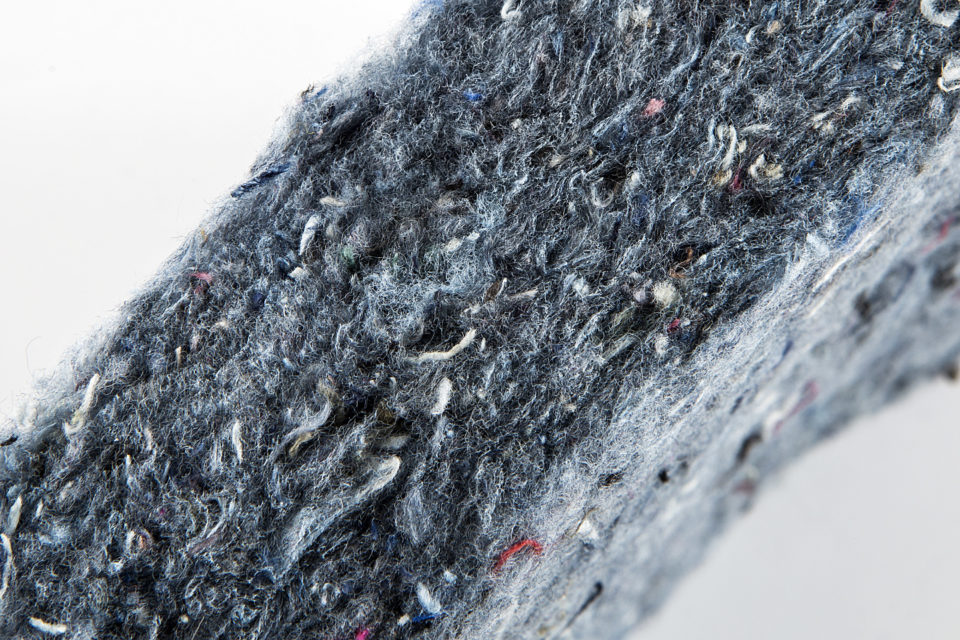
Textile insulation
Your worn out jeans don’t necessarily have to end up as a cleaning cloth. Cotton naturally has excellent insulating properties, which is why Metisse uses the cotton from discarded jeans for the production of high-quality insulation material. Within a month, old jeans are converted into a material that can be used in construction, and which can be recycled after use.
Métisse insulation is made from
90% Old jeans (at least 80% cotton)
Fire and fungal resistant agents
Cotton clothing keeps us warm in the winter and cool in the summer, these qualities are just as useful for a home. In other words, a smart residual flow.
Productionproces
VRK insulation collects worn-out jeans.
The old textile is then ground into fibers.
Various substances are added to the fibers. For example, fire and mold resistant agents as well as a binding agent.
This mixture is pressed into panels, strips or any other desired shape for insulation material.
After use, the material can be completely recycled
Applied
Métisse insulation can be applied on a large scale. It is used in both renovations and new construction. This is done in the usual way for insulation material. However, it is not possible to incorporate it in a flat roof construction.
Environmental impact
The material is made with almost no new materials
It’s very long-lasting, more than 75 years
After use, the material can be recycled according to the previously followed production process
Growth opportunities
Conventional insulation materials can sometimes be marketed at a very low price. It is therefore difficult to compete as a relative newcomer with an average higher price. When we value recycled and environmentally friendly products better than lower-priced but polluting products, it will become an easier choice for consumers and contractors.
What if old paper doesn’t become waste but takes on a new shape? This insulation material, made out of paper and cardboard waste, can be used to thermally and acoustically insulate offices, homes, sheds and furniture. The material contains no harmful substances and is 100% recyclable.
EverUse is made of
Paper waste
Card board waste
Environmental friendly binder (5%)
Production proces
The production of the insulation boards is relatively simple. The cardboard and paper scraps are collected, ground and mixed. Then bound with an environmentally friendly binder, heated and pressed into an insulation mat.
From an old newspaper to a warm wall
Application
With EverUse you can insulate thermally and acoustically. This is currently done in offices, homes, warehouses and furniture. The circular insulation factory EverUse can already produce on a large scale.
2018-01-23 SNEEK – King Willem-Alexander opens the circulair insulation-fabric EverUse. ANP ROYAL IMAGES PATRICK VAN KATWIJK
Environmental impact
In this process, waste is upcycled into a circular product. EverUse’s factory can completely revamp the material. This makes the material 100% circular.
1kg EverUse insulation material stores 1kg CO².
The material does not contain polluting substances
EverUse has a C2C certificate. C2C stands for “cradle to cradle”. For a C2C certificate, products must be remountable or fully recyclable. In addition, the product may not contain polluting raw materials.
The production process takes place entirely in the Netherlands. So few emissions from transport within the Dutch market.
Also nice!
With 45mm EverUse, 100% of the sound is absorbed. So there are no reflecting sound waves. Ideal for rooms where acoustics are essential, or for those who want to live quietly.
Vapor-open construction is increasingly important. EverUsecan makes this possible. Thereby the material also contributes to a healthy indoor climate.
Growth opportunities
EverUse can already produce on a large scale. However, constructors often apply materials they are familiar with for some time. Switching to a less familiar material does not happen to often, despite proven qualities. If that mentality changes, there will be room to apply it on a larger scale.
Progressive collaborations between different sectors can lead to innovative circulair solutions. This is proven by Blue Camp and tent fabric producer Ten Cate. Using worn out jeans, they make tent fabric. Instead of the usual amount of cotton, this canvas contains – depending on the size of the tent – 5 to 8 pairs of jeans. That’s 25% of all fabric needed to produce one tent, and a big step in upcycling the huge pile of outworn jeans.
The denim fabric is made of:
25% Jeans dust from different suppliers in the textile industry
25% Recycled Polyester
25% Cotton
25% Polyester
The production process
Recycled jeans and polyester are cleaned and shredded, after which they are made into fibers.
Together with the traditionally processed cotton and polyester the recycled fibers are spun into yarn.
The yarn is woven into big surfaces and finally to custom made tent fabrics.
50% of this tent is made from waste streams
Applied
Tent cloth, blinds, outdoor accessories and textile.
Denim Tent
Environmental impact
50% of this made of waste streams
Some of the required raw materials are imported from close by such as Germany. Others are shipped from farther away. Namely South-Korea and the United States.
Contact & Info
https://www.tencateoutdoorfabrics.com/
Jeans panel
The ECOR jeans panel consists of 25% jeans fabric from different suppliers of the textile industry. The remaining 75% comes from recycled paper. Like all other ECOR panels, no chemicals are involved in the processing: only water is added to make a wet panel. Subsequently, the final ECOR panel is produced using pressure and heat. The panels are a healthy and clean alternative to conventional fiberboard and wood materials.
The jeans panels are made of:
25% Jeans dust from different suppliers in the textile industry
75% Recycled Paper from a local facility in the Limburg region
The production process
The production process depends on the residual materials streams used, the received raw material may need to undergo additional pre-treatment to extract the cellulose fibers.
Once the fibers enter the process, only water is added to the mixture to make a wet panel at first.
Then, with pressure and heat, the final ECOR panel is produced.
All ECOR panels are made from residual flows, with only the addition of water, pressure and heat.
Applied
The ECOR standard panels are developed to be applied in various ways: as marketing materials, packaging, interior design materials and/or building materials.
Environmental impact
The ECOR panels have a clean production process, in which Volatile Organic Compounds and toxic glues are involved. Therefore, no heavy special environmental and discharge permits are needed.
ECOR panels support circular business models or initiatives that maintain materials and products in use for as long as possible through, for instance, reuse, remanufacturing and repurposing.
Zero waste production is fostered as the cutting losses from previous production becomes input for the next panels production, which can be both recycled and refurbished
Valorize cellulose-based residual streams, which are sourced from bio-based feedstocks considered a waste material stream from e.g. harvesting or industry processes
Contribute to a better and healthier world, phasing out waste
ECOR panels consist of recycled cellulose fibers sourced from local residual flows from the city, agriculture or industrial processes. The standard panels are 100% recycled paper and cardboard. These panels are designed in various shapes so they can be used in all kinds of ways indoors and, when provided with a coating, also outdoors.
This ECOR standard panel is made from 100% recycled cardboard and paper from a local facility in the Limburg region
The production process
The production process depends on the residual materials streams used, the received raw material may need to undergo additional pre-treatment to extract the cellulose fibers.
Once the fibers enter the process, only water is added to the mixture to make a wet panel at first.
Then, with pressure and heat, the final ECOR panel is produced.
Applied
The ECOR standard panels are developed to be applied in various ways: as marketing materials, packaging, interior design materials and/or building materials.
Environmental impact
The ECOR panels have a clean production process, in which VOCs and toxic glues are involved. Therefore, no heavy special environmental and discharge permits are needed.
ECOR panels support circular business models or initiatives that maintain materials and products in use for as long as possible through, for instance, reuse, remanufacturing and repurposing.
Zero waste production is fostered as the cutting losses from previous production becomes input for the next panels production, which can be both recycled and refurbished
Valorize cellulose-based residual streams, which are sourced from bio-based feedstocks considered a waste material stream from e.g. harvesting or industry processes
Contribute to a better and healthier world, phasing out waste